

The project’s supplier quality surveillance (SQS) plan was prepared using a conventional criticality rating procedure (Section 2.2). Before and after purchase order (PO) award, these unexpected changes occurred – which made the original SQS plan inadequate:
- The requisition engineer (RE), who did not participate in the criticality rating review, added a quality
 verification point (QVP) for witness of trial fit-ups. This was the first punch (Section 3);
verification point (QVP) for witness of trial fit-ups. This was the first punch (Section 3); - The project learned that the transmission structures would be fabricated in a third‑world country. This was the second punch (Section 4); and,
- The transmission structures would be unloaded from the C cans (i.e., shipping containers) and then reloaded onto a flat deck trailers in Canada, for shipment to site. This was the third punch (Section 5).
These unanticipated changes (punches) necessitated a new SQS plan. The challenge became:
- How could a revised SQS plan be implemented that would maintain the original requirements without significantly increasing the cost or risk?
- Who would prepare the revised SQS plan and protect the project’s interests?
The SQS coordinator created a new SQS plan by re-assessing and mitigating risk while using the existing QS level and QVPs. Critically, this avoided the need for a change order (CO) and increased person‑hours for engineering and supply chain management (SCM) personnel. Some new costs were incurred for additional SQS and inspection activities; however, importantly, a massive and unnecessary cost increase was avoided. Equally important, the project, construction, and schedule were not adversely affected.
The SQS coordinator successfully countered unexpected punches, and, in the end, scored a technical knock-out by successfully completing all QVPs with acceptable results and no unnecessary costs.
RELATED: Top Ten Myths of Third-party Inspection
2. Introduction
Gentlemen, I went over the rules with you in the dressing room. Protect yourselves at all times. Let’s keep it clean. Touch ‘em up. Ding ding!
Projects in energy and other sectors use SQS to manage and mitigate the risk that equipment and materials will be delivered to site incomplete, incorrect, or late. It is a common misunderstanding that the purpose of SQS is quality assurance (QA), quality control (QC), or QA/QC.
SQS provides a risk management function, not a quality management function (e.g., it is not an ISO 9001, Quality Management Systems — Requirements program). Risk mitigation involves decreasing the probability of a negative risk occurring and protecting project objectives from impacts of negative risk. SQS is also referred to as source surveillance, vendor surveillance, or visual inspection. See inset for a definition of inspection.
Quality Management Systems — Requirements program). Risk mitigation involves decreasing the probability of a negative risk occurring and protecting project objectives from impacts of negative risk. SQS is also referred to as source surveillance, vendor surveillance, or visual inspection. See inset for a definition of inspection.
Projects use similar SQS methods and strategies for all disciplines and products including:
- Commodities (e.g., fittings, flanges, instrumentation, and valves);
- Electrical (e.g., control panels and motors);
- Mechanical (e.g., pressure piping or vessels and rotating equipment);
- Packages (e.g., compressors or electrical-houses); and,
- Structural (e.g., buildings and modules).
2.1 About this Case Study
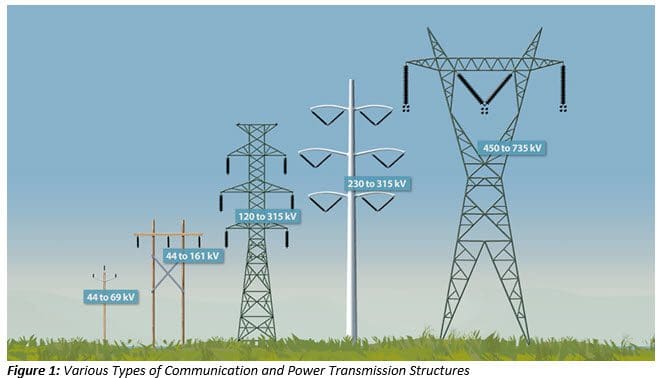
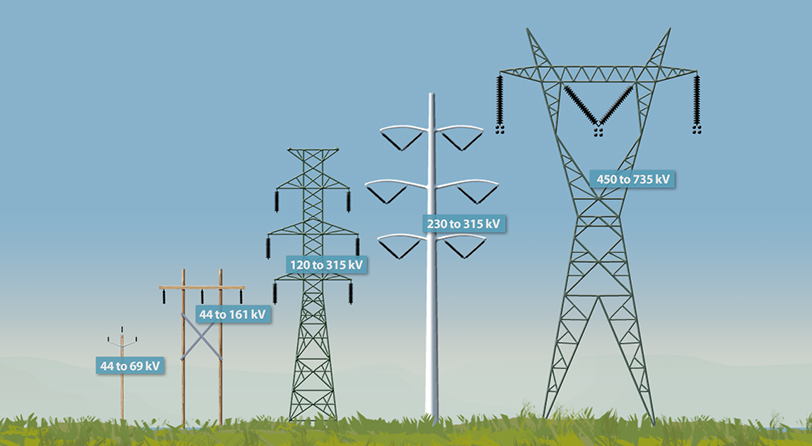
This case study discusses SQS planning during detailed engineering and after PO award for power transmission structures. Specifically, galvanized steel towers, 30 to 50 m in height, that would be erected at site. Figure 1 shows various types of these structures, including lattice- and pole-type.
Compared to other types of equipment (e.g., a multidiscipline compressor package), the engineering and procurement of structural steel is relatively simple; however, this does not necessarily mean that the SQS is, too. SQS becomes more complex when unanticipated changes are introduced, much like in a boxing match when unexpected punches start landing.
Before and after purchase order (PO) award, these unexpected changes occurred – which made the original SQS plan inadequate:
- Punch 1 (Section 3)
The RE, who did not participate in the criticality rating review, added a quality verification point (QVP) for witness of trial fit-ups.
- Punch 2 (Section 4)
The project learned that the transmission structures would be fabricated in a third‑world country.
- Punch 3 (Section 5)
Instead of being shipped directly to site, the transmission structures would be unloaded from the C cans and then reloaded onto flat deck trailers in Canada for shipment to site.
These unanticipated changes (punches) necessitated a new SQS plan. The challenge became:
- How could a revised SQS plan be implemented that would maintain the original requirements without significantly increasing the cost or risk? By:
- Re-assessing the risk;
- Using the established QS Level 1 (see inset in Section 2 for definitions of QS levels) and QVPs;
- Taking advantage of trial fit-ups to perform early in-process inspection (i.e., to examine materials and equipment, and review documentation);
- Obtaining agreement from the sub-supplier to use an alternative approach to final inspection (i.e., perform final inspection as two separate QVPs);
- Providing additional information and instructions to the third-party inspector (inspector); and,
- Increasing the inspection budget by an appropriate amount
- Who would prepare the revised SQS plan, and protect the project’s interests? Traditionally, just before a boxing match begins, the referee will instruct the opponents to protect yourselves at all times. Like a boxer, the SQS coordinator too vigorously defends project interests.
Like many systems, an infrastructure project is only as strong as its weakest link. If any asset or item is delivered incomplete, incorrect, or late, so it cannot to be erected or is not fit for service – the project may fail (i.e., it cannot be commissioned and operated on-budget and on‑schedule). Even small unanticipated changes can trigger a costly high risk domino effect for construction and commissioning.
2.2 The Original SQS Plan
During detailed engineering, the project used a criticality rating review to identify the appropriate QS levels for all equipment and materials, including the transmission structures. This was a formal procedure that engaged the project team to determine, for each item, the appropriate QS based on the level of risk (i.e., as determined by the consequence or severity and the likelihood or probability of failure).
for all equipment and materials, including the transmission structures. This was a formal procedure that engaged the project team to determine, for each item, the appropriate QS based on the level of risk (i.e., as determined by the consequence or severity and the likelihood or probability of failure).
The abbreviation QS is from the abbreviation SQS. See inset for definitions of the five QS levels. Figure 2 is a risk matrix that uses criticality (x axis) and vulnerability (y axis).

Two commonly-used alternative methods for risk assessment used by the RE are:
- Determine QS levels by referencing a corporate or project guideline; or,
- Use best practices and experience.
These alternative methods employ typical QS levels used for similar projects. The SQS coordinator and other project personnel may also provide input to the selection of appropriate QS levels. Typically, larger projects will use a formal work process with a matrix. Smaller projects will use alternative methods.
The transmission structures were deemed QS Level 0 because of the perceived lower‑level risk. This product is a key asset for an infrastructure project. Thus, the lead engineer requested that QS Level 1 be assigned because of the welding processes used for production. This QS level would require a final inspection, which would provide a cost-effective and reasonable SQS plan for this product.
2.3 Production Work Processes
The transmission structures would be produced using the following work processes:
- Fabrication by welding;
- Non-destructive examination (NDE);
- Coating (i.e., galvanizing);
- Final inspection (e.g., by an inspector);
- Packaging into containers; and,
- Shipment to site.
3 Unexpected Change No. 1: The First Punch – A New Quality Verification Point Was Added
The first unexpected change was that the RE, who did not participate in the criticality rating review, added a QVP for witness of trial fit-ups to the material requisition (MR). For this project, four trial fit-ups would be required, one for each size and type, laid-out in a horizontal position. This was not an unusual request for custom-made equipment, but it was non‑standard.
A trial fit-up at a supplier’s facility ensures that when equipment is erected at site, there are no unforeseen problems (e.g., distortion due to welding, misalignment, missing parts, or incorrect fastener or hole sizes). Although it is advantageous to perform a trial fit-up, it has a cost. If the PO does not include a line item for the fit-up requirement and the cost, it may not be performed. Luckily, this issue would not be a challenge for the supplier. In fact, the trial fit-ups would prove advantageous later.
Why was this request non-standard? QS levels are meant to be a shorthand method that allows project and supplier teams to quickly understand what type of inspection is required. For a QVP to occur during production, at least a QS level 2 is required. But this product was only QS Level 1. This was a small technicality that could lead to confusion and frustration, but it was manageable.
Why could it be confusing or frustrating? Because the supplier may understand (correctly) that for a QS Level 1, only a final inspection is required. Thus, no notification would be provided for trial fit-ups to be witnessed. Then, because witness of the trial fit-up was required, the project could demand that these be repeated. The request may be reasonable; however, it could introduce delays to supplier and construction schedules. It could also be impossible to repeat the trial fit-ups because there may be no budget or schedule available. In these cases, construction would incur the risk that problems could occur during erection, which would cost more money, take more time, or both.
3.1 Turnover Documentation
The PO includes a list of data and documents that the supplier must submit or turnover for the project to obtain or verify quality, technical, and other necessary information. This documentation is submitted for:
- Bid evaluation;
- Reference;
- Review and approval; and,
- Final record, including certified copies.
Review of certain documents may also be required, as an inspection activity per the SQS plan, by the inspector at the supplier’s facility.
The documentation typically required includes calculations, catalog data, drawings, procedures (e.g., for erection or shipping and handling), schedules, and software files.
Additional documentation may also be required, per the code of construction or an owner specification. More often, the RE may identify what additional documentation is required, which depends on personnel experience or professional opinion.
The project determined that the only additional documentation required would be the:
- Company’s Canadian Welding Bureau (CWB) certification per CSA W47.1;
- Inspection and test plan (ITP); and,
- NDE reports.
The documents to be reviewed by the inspector at the supplier’s facility would include the above, and MTRs, welder qualifications, and welding procedures.
The requirement for more turnover documentation will typically increase cost but does not always add value, or offer increased QA or reduced risk. Similarly, less documentation will reduce cost. For example, welder’s qualifications can be submitted for RE review before the start of work, or after completion, and be reviewed by the inspector, or a combination. One of these methods may provide an increased level of QA but using all three methods may not.
The next section explains the codes of construction used to produce transmission structures in Canada to ensure the acceptability of materials and workmanship for decades of in-service use.
3.2 Transmission Structure Codes of Construction
In Canada, transmission structures are produced per CSA C22.3 No.1, Overhead Systems, which is included in the Canadian Electrical Code, Part III. This standard ensures the safety and protection of people, property, and services by specifying minimum design requirements for overhead communication and electricity supply systems.
CSA C22.3 No.1 references CSA W47.1, Certification of Companies for Fusion Welding of Steel and CSA W59, Welded Steel Construction (Metal Arc Welding). These standards define the requirements for the certification of:
- Base metals, consumables, and electrodes;
- Companies involved in welding (i.e., erectors and fabricators);
- NDE procedures and technicians;
- Supervisors, tackers, welders, welding engineers, and welding operators;
- Weld quality (i.e., acceptance and rejection criteria); and
- Welding procedures including joint and weld design.
CSA C22.3 No.1 also references other standards such as:
- CSA G40.20/G40.21, General Requirements for Rolled or Welded Structural Quality Steel/Structural Quality Steel; and,
- CSA G164, Hot Dip Galvanizing of Irregularly Shaped Articles.
The owner specifications for this project had very few requirements for documentation and SQS, which is typical. These requirements (if applicable) are usually established in other documents (e.g., engineering, project, or SQS plans or procedures).
4 Unexpected Change No. 2: The Second Punch – Production Would Occur in a Third World Country
After the PO was issued, the project was informed that this equipment would be produced by a sub‑supplier – not in Canada – but overseas in a third‑world country! Now, that changes everything! See inset for a definition of supplier and sub‑supplier.
– not in Canada – but overseas in a third‑world country! Now, that changes everything! See inset for a definition of supplier and sub‑supplier.
RELATED: What is the First World?
The SQS plan would need to be re-assessed and revised, which could necessitate a costly CO (i.e., PO revision), impact the production schedule, or both. Any changes to the scope of supply (SOS) could see the supplier demand higher fees to accommodate the unexpected change. Even worse, this change could also impact the construction cost and schedule!
The PO could be cancelled and a new supplier found, but there would be significant disruption to the supply chain, added construction costs, and changes required to the schedule – therefore, this was not an option.
There are methods for a project to identify and pre-qualify suppliers and sub-suppliers (e.g., by an in-person audit of their facilities and operations) and to produce an approved suppliers list (ASL). But the cost and timeline required to accomplish this can be significant. Also, during the Coronavirus-19 (COVID‑19) pandemic, it may not even be possible or wise to visit the supplier’s facility. After PO award is obviously the wrong time to pre-qualify a supplier because it is too late to exclude them from the ASL. That oversight could be the subject of a separate case study.
4.1 The Project’s Challenge
The project’s challenge with an overseas sub‑supplier was this: how to ensure that the requirements would be met for:
- Codes of construction?
- Quality?
- Workmanship?
That the sub-supplier is located overseas and not in a first-world or Group-of-Seven (G-7) country is a risk factor, but not critically important. The supply chains for this and other equipment and materials extend worldwide, with modern facilities located in many countries. A third world country may be able to meet the same standards as Canada or a G-7 country – on paper.
Thus, many projects, prefer to use only G-7 or similar suppliers (e.g., located in the European Union or South Korea) and will not prequalify or permit other suppliers to be included in the ASL. Also, project personnel can easily visit any supplier in Western Canada to examine product or verify information. But overseas in another country? Not easy at all, especially with COVID‑19.
5 Unexpected Change No. 3: The Third Punch – C Can Shipping Containers Would Not be Delivered to Site
And then, more unexpected change! The project determined that the dozens of C can shipping containers should not be delivered to site. This was intended to reduce the effort required by the construction contractor for unloading.
Instead, the transmission structures would be unloaded from the C cans at a location in Canada, and then reloaded onto flat deck trailers for delivery to site. Transportation would therefore be required by truck, ship, and truck with C cans, and then by truck with flat deck trailers!
Although not dangerous, unloading and reloading would be conducted by a third party and introduce the possibility of handling damage to the coatings and materials. Therefore, additional or more thorough receiving inspections would be required at site. Damaged items would need to be repaired (and increased costs and schedule delays endured). This risk was also addressed by the revised SQS plan.
Section 6 explains how the original SQS requirements were maintained without significantly increasing cost or risk, and who prepared the revised plan.
6 The Solution: Build an Intelligent New Plan and Put it to Use in the Ring
6.1 The SQS Coordinator’s Role
Like boxing coaches, SQS coordinators are subject matter experts (SMEs). Except they are responsible for planning and supervising SQS and inspection activities. They provide quality and technical support to the project team and may also perform inspection activities themselves. The SQS coordinator is therefore well-suited to developing and implementing a new and revised SQS plan, like how a coach is well-suited to provide a boxer with a strategy for victory.
6.1.1 Considerations for a Revised SQS Plan
First, the SQS coordinator confirmed the sub-supplier was certified by the CWB to CSA W47.1 Division 2 for this SOS. Specifically:
… fabrication of lattice towers, pole towers, substation steel structures, submerged arc welded pipe, high-frequency welded square hollow sections, high-frequency welded rectangular hollow sections and steel structures for the Canadian market.
This meant that the sub-supplier was qualified and would be acceptable but not that the original SQS plan would be. This confirmation was made using the certified directory search on the CWB website. The directory lists all companies that are certified by the CWB to CSA W47.1 and other CSA standards, worldwide.
Remember, the purpose of SQS is a risk management function, not a quality management function. This meant that the SQS could be performed using different strategies – not that intensive and invasive inspections should be required.
Some would argue that intensive and invasive inspections should be required in this case, and that documentation requirements should be entirely revamped. For example:
- Additional QVPs are applied, and all materials and welding processes are inspected throughout production on a regular basis (e.g., bi-weekly or daily); and,
- All documents produced and used during production are submitted for engineering review and approval (e.g., coating procedures and reports, MTRs, NDE and welding procedures, and personnel certifications).
Increased inspection and documentation requirements could require a CO if demanded by the supplier, which would delay the schedule and increase cost. The sub‑supplier would likely require a larger budget and more time to comply with the additional requirements. On the surface, this appears to be a minor nuisance.
Beware! This could be the first of many dominos to fall; what could follow is a costly high risk domino effect. Documentation revision requirements would include:
- The RE would need to:
- Prepare and issue a revised MR for the SOS to include additional documentation and QVPs, and to change the QS level; and,
- Acquire approval for expenses associated with additional person-hours.
- The buyer would need to:
- Negotiate the new SOS and its budget, and obtain approval for the cost;
- Issue a CO; and,
- Acquire approval for expenses associated with additional person-hours.
- The sub-supplier would need to submit the additional documentation for review and approval;
- The project team would need to:
- Review and approve the additional documentation;
- Document review is often an iterative process, requiring more than one review cycle to address all review comments; and,
- Acquire approval for expenses associated with additional person-hours.
- The SQS coordinator would need to:
- Collaborate with the RE to revise the SQS plan’s inspection requirements and QVPs;
- Update the inspection assignment, supervise additional inspection activities, and issue more inspection reporting (e.g., bi-weekly or daily);
- Prepare a revised budget for inspection and obtain approval for the cost; and,
- Acquire approval for expenses associated with additional person-hours.
- The inspector would need to:
- Make additional visits to perform the required inspections, including the original and new QVPs; and,
- Submit additional reporting.
- In addition to extra expenses, each work process would require additional time. Approval for schedule delays may also be required, which could also affect construction costs and schedules.
The above does not include anything unforeseen. As you can see, this is much more than a nuisance or inconvenience. Instead, this aptly demonstrates the iron law of (mega)projects: over budget, over schedule, over and over again.[1] If these details are managed poorly, this could result in disaster for the project and have deleterious, far-reaching, serious consequences.
6.2 Preparing an Inspection Cost Estimate
Projects often estimate that the cost of inspection will be 2% of the total material and equipment cost. The actual percentage varies widely depending upon many factors, including the product’s cost and criticality, and the project’s location, type, and supply chain. Some products require no inspection and others require continuous inspection. Generally, actual inspection cost is up to 5% of equipment and material cost.
For example, a 2% budget to inspect a CAD$ 200,000 product equates to CAD$ 4,000 or about 40 hours. This estimate uses an inspection rate of CAD$ 100/h. This rate accommodates various types of inspection services and includes a contingency for currency exchange, transportation, and increased inspection (i.e., the result of an action item such as problematic or systemic defects or deficiencies) or unplanned expenses (e.g., accommodations, meals, or toll fees). The actual inspection service rate may be about CAD$ 60 to CAD$ 95. When SQS plans are prepared, many factors may be unknown (e.g., the exact amount and type of inspection needed, and where it is required if the supplier (or sub-supplier) is not yet known. Hence, SQS plans may need to be changed to accommodate new risk before and after PO award, as described in this case study.
Adjusting an inspection cost estimate is easy because the SQS budget will include contingency funds. And there are always occasions when more inspection is needed for something but less is needed for something else. Projects, however, like any business, do not have unlimited funds. The answer to every problem cannot be spend more money. Inevitably, when more resources are required somewhere, less resources are available somewhere else. At some point, compromise must be made. In this way, estimating the cost of inspection is like purchasing insurance: both offer protection against risk. So, how much is just right, not enough, or too much? That ultimately depends on who will pay for it.
6.3 A New Risk Assessment
Because of the new risk with an overseas sub-suppler, a new risk assessment was required to prepare a revised SQS Plan. The SQS coordinator did not engage the project team to review the risk matrix again. Rather, best practices and experience were used to identify suitable QVPs and SQS strategies to mitigate the new risk using in‑process and final inspections. This would allow for timely notification of any action item with increased risk and provide an opportunity to further increase inspection, only if appropriate and necessary.
The sub-supplier was certified by the CWB per CSA W47.1. Thus, the project should not duplicate or usurp the CWB’s resources to inspect all operations or review all documentation.
For example, an engineering review of the welder’s qualifications (there may be dozens, of which only a few may produce work for the project) would not be better than a review by the inspector. As another example, engineering review all coating, NDE, and welding procedures, which are already CWB‑certified, would not prevent an incorrect procedure from being used. These examples would increase the cost and schedule but would also add little value and fail to reduce the risk that materials may be produced incomplete, incorrect, or late.
The sub-supplier employs QC procedures and welding inspectors as part of their CWB-certified program. CSA W59 requires a final examination of all welds by the fabricator. Thus, the project should not duplicate or usurp these resources to inspect all production and work processes.
For example, should continuous daily inspection be required to examine every consumable, electrode, joint, and weld before, during, and after production? This could reduce the risk that materials may be produced incomplete, incorrect, or late, but would also significantly increase the cost. This needs further explanation because of how inspection would need to be performed and to counter the argument that the solution is use hundreds of hours to perform additional inspection (i.e., spend more money).
The inspector lived in the sub-supplier’s local area, but 100 km away. This is a reasonable arrangement if there is no qualified inspector available who lives nearby. This assignment would require a 200 km return trip in a third world country that could not be accomplished by driving 100 kph on a highway. Hence, three hours was budgeted for daily travel time; however, the actual time required could be even greater.
In addition to travel time, the inspector would require 8 h/d for inspection at the facility and 1 h/d for reporting: a total of 12 h/d. If production occurs 5 days per week over 12 weeks, the inspector would need 720 hours (a 3,600% increase). At CAD$ 100/h that represents CAD$ 72,000. What responsible project could ever increase its budget by that amount?
Alternatively, could progressive periodic inspection be employed such as bi-weekly (i.e., 2 days per week)? Then the inspector would only need 288 hours (a 1,440% increase). At CAD$ 100/h, that represents CAD$ 28,800. This was still too much for the project to pay.
Continuous or progressive inspection was clearly cost-prohibitive and unreasonable. A compromise was clearly required to prepare a practical and realistic SQS plan.
6.4 The New SQS Plan
The objectives of the new SQS plan were to avoid a CO and use the originally-approved QVPs to manage inspection costs, while also mitigating risk. If needed, due to action items and increased risk, the SQS plan could be re‑evaluated to add more QVPs, increase the duration and frequency of inspection visits, or a combination.
Because project personnel so often misunderstand the purpose of SQS, it is worth restating its purpose here again. SQS provides a risk management function, to ensure that equipment and materials are developed complete, correct, and on time. It does not provide a quality management function, to duplicate or usurp CWB certifications or sub-supplier QC procedures and work processes.
The SQS coordinator previously established that the sub-supplier was CWB-certified and should be competent to produce the transmission structures. The sub-supplier had agreed to the QVP for the trial fit-ups to be witnessed and that two QVPs be employed for final inspection. These activities were then included in their ITP. This is discussed further at the end of this section.
The SQS coordinator included these detailed directions and resources in the inspector’s assignment instructions (to which the supplier and sub-supplier are not privy):
- The inspection hours were moderately increased from 20 to 60 hours, to accommodate additional inspection visits with extra contingency (a 300% increase). That represents a cost of CAD$ 6,000, which was an appropriate amount.
- The inspector was directed to:
- Carefully examine all materials and workmanship, and thoroughly review production documentation, while at the sub-supplier’s facility to witness trial fit‑ups. These four in‑process inspections would occur early in the production schedule, so the identification of any action item would provide timely notification of the need for corrective action, well before final inspection;
- Provide many photographs in the inspection reports. This would assure the project team that the materials and workmanship were being produced with acceptable results. This would also document the transmission structure’s condition at the sub-supplier’s facility prior to shipment and provide a graphic resource in case any damage occurred during trans-shipment from the C cans to flat decks or unloading at site; and,
- Contact the SQS coordinator immediately in case of any action items. While this is common inspection practice, the importance of this requirement was highlighted. Inspectors in other countries are often, but not always, proficient with English as a second language. If they are not, another person will need to translate the instructions into their language and their reports into English, which could make communications less effective.
- The inspector was provided with detailed information about the codes of construction (international personnel are often less familiar with Canadian codes of construction than those of the United States) including:
- Excerpt of CSA W59 with welding acceptance-rejection criterion;
- Similarities and differences between CSA W47.1 and W59, and AWS D1.1; and,
- Similarities and differences between CSA G164 and ASTM A123.
- The original QVP for a final inspection was to be conducted after all production activities (i.e., welding and coating) were completed, but before packaging for shipment. Everybody, including constructors, suppliers, owners, and projects, want to avoid rework if possible. It impacts the bottom line (i.e., reduces profit) and inevitably leads to overruns in the budget, schedule, or both. Hence, the SQS coordinator approached the sub-supplier with a win-win final inspection strategy that would not affect their schedule or increase their cost. The identification of any welding defects before shipment, but after galvanizing, would require welding and coating repairs. To avoid unnecessary coating repair work, the final inspection was requested be completed in two phases. First, as a final inspection after the completion of welding (in addition to the in-process inspection that would occur during the trial fit‑ups). Second, as a final-final inspection after galvanizing. This strategy would provide four QVPs with in-process inspection during production and two QVPs for final inspections both before and after galvanizing. This strategy was suitable for all parties. It was key to managing the increased risk and avoiding significant, unnecessary costs.
7 Conclusion: It’s a Technical Knockout
The SQS coordinator’s efforts resulted in the successful supply of the transmission structures to the project – a technical knockout:
- All QVPs were completed as planned (i.e., four in-process and two final inspections) with acceptable results;
- Minimal increased costs were incurred for additional SQS and inspection activities without significantly increasing the risk;
- A massive increase in inspection cost was avoided (i.e., tens of thousands of dollars);
- No CO was required (i.e., to change the QS level or increase the SOS with more documentation and QVPs);
- No additional person‑hours were required for engineering or SCM personnel;
- Only the original QVPs were used (i.e., witness of trial fit-up and final inspection);
- The original QS level 1 was used, even though the witnessed fit-up tests require a minimum QS Level 2, and a change to a QS level 3 or 4 was not required;
- The sub-supplier was not required to schedule additional QVPs, or submit more documentation; and,
- Risk was re-assessed and appropriately mitigated.
This success, however, does not mean that the supply of this equipment was perfect and had no inspection findings (e.g., action items including non-conformances). The production of this equipment comprised thousands of person-hours, so perfection (i.e., zero blemishes, defects, or imperfections) – from design and drawing, to fabrication with welding and coating, to packaging for shipment – is impossible. These machinations are never perfect. As usual, there were findings (this is always the case) that the inspector, project team, SQS coordinator, supplier, and sub-supplier had to address. Execution of the inspection process with major or minor findings and corrective or preventive actions could be the subject of a separate case study.
8 Recommendations for Project Success
An SQS program is the critical prevention a project needs to bolster success and mitigate risk. Specifically, to avoid cost overruns, frustration, rework, schedule delays, and waste. An effective SQS program will:
- Address root causes from the outset;
- Avoid issues and non-conformances, or achieve timely resolutions;
- Create realistic budgets that balance risks and returns;
- Ensure deliverables are complete, correct, and on-time;
- Foster effective communication, teamwork, and understanding; and,
- Start during project planning and detailed engineering, and extend to project completion.
An experienced SQS coordinator is an SME who does not need detailed instructions and procedures to perform their work. They are knowledgeable and know how to address most SQS challenges.
While SQS is integral to many projects, inspection is not a well‑understood function: there are many pervasive myths about its methods, objectives, and strategies. These misunderstandings, unfortunately, are not limited to inexperienced personnel. These myths are often also believed by management and technical personnel who should know better. This is not because they are apathetic, ignorant, uneducated, or unprofessional – far from it.
This is because projects have hidden knowledge gaps: both the project management and SCM body of knowledge (BOK) do not contain any detailed SQS information or how-to guidelines. Further, the SQS BOK is not published; it is only available as propriety intellectual property (IP) within certain organizations or as tribal knowledge.
Consequently, a successful project team will have:
- A detailed project SQS procedure, which is based on a comprehensive corporate procedure;
- Appropriate SQS work instructions (e.g., if any SQS coordinators are inexperienced or not an SME, and for megaprojects where an SQS team is required); and,
- SQS requirements embedded in the engineering and SCM procedures because nobody reads SQS procedures.
RELATED: We Need Smart Boots More Than Smart Phones
9 Figures
- Various Types of Communication and Power Transmission Structures. https://www.hydroquebec.com/themes/securite/images/savoir-reconnaitre-fil-moyenne-tension/hq_securite_1-filsdangereux-en1-reconnaitrelesfils_img4-en.jpg
- Risk Matrix. https://assets-global.website-files.com/5d02bbe17eaf449c86f9c3a8/5d11312d975a6d6e6ca48a25_Equipment_risk_matrix.jpeg
10 References
- Bent Flyberg. What You Should Know About Megaprojects and Why: An Overview. https://www.researchgate.net/publication/261411676_What_You_Should_Know_About_Megaprojects_and_Why_An_Overview
11 Read More
To learn more about project success, read this KT Project eBook:
Effective Supplier Quality Surveillance (SQS) – Implementing programs on complex capital projects.
Roy O. Christensen is a Welding Engineering Technologist who has over 40 years’ experience with oil and gas, pipelines, and other projects. He has authored countless instructions, manuals, plans, proposals, reports, specifications, and other documents that continue to drive success for many projects. He is the founder of the KT Project, which saves organizations significant money and time, by providing key resources to leverage expert knowledge transfer for successful project execution.
- Roy O. Christensenhttps://oilmanmagazine.com/author/roy-o-christensen/

- Roy O. Christensenhttps://oilmanmagazine.com/author/roy-o-christensen/

- Roy O. Christensenhttps://oilmanmagazine.com/author/roy-o-christensen/
- Roy O. Christensenhttps://oilmanmagazine.com/author/roy-o-christensen/

- Roy O. Christensenhttps://oilmanmagazine.com/author/roy-o-christensen/
- Roy O. Christensenhttps://oilmanmagazine.com/author/roy-o-christensen/
- Roy O. Christensenhttps://oilmanmagazine.com/author/roy-o-christensen/

- Roy O. Christensenhttps://oilmanmagazine.com/author/roy-o-christensen/

{kind=link}
{kind=link}
Oil and gas operations are commonly found in remote locations far from company headquarters. Now, it's possible to monitor pump operations, collate and analyze seismic data, and track employees around the world from almost anywhere. Whether employees are in the office or in the field, the internet and related applications enable a greater multidirectional flow of information – and control – than ever before.
1 comment
Comments are closed.