
With the restraints levied against the oil and gas industry, it takes a revolution of technology to increase profits without sacrificing safety. As a result, many companies attempt to revamp existing processes or build upon their framework to streamline and turn a profit through efficiency and less downtime. CleanMud takes a unique approach to equipment failure by tracing the cause to wear contamination and addressing that issue as the primary reason for equipment failure.
CleanMud entered the oil and gas industry as a spinoff of One Eye Industries (OEI) and was started by its CEO, Roger Simonson. With over two decades of experience, Simonson has left a big footprint on the industry, focusing on increasing profitability with a heightened adherence to workplace safety and an unwavering call to environmental responsibility.
Simonson’s foresight and keen understanding of the oil and gas industry allowed him to identify a major problem and develop a solution. Oil and gas operators, drilling contractors and fluid suppliers traditionally attempt to reduce costs by increasing speed, which increases temperature and pressure. This leads to increased component failure and ultimately produces significant increases in costs. Suddenly trying to save money ends up costing money – a potential fiscal disaster waiting to happen.
While already servicing the industry with filtration elements for hydraulic and gear oil, the question of cleaning the mud in drilling applications arose. A test project evolved, and the results proved staggering. Not only was wear contamination discovered in the drilling mud, but the mud was also saturated with wear metals under one micron, causing premature component wear and loss of production throughout the entire drill string.
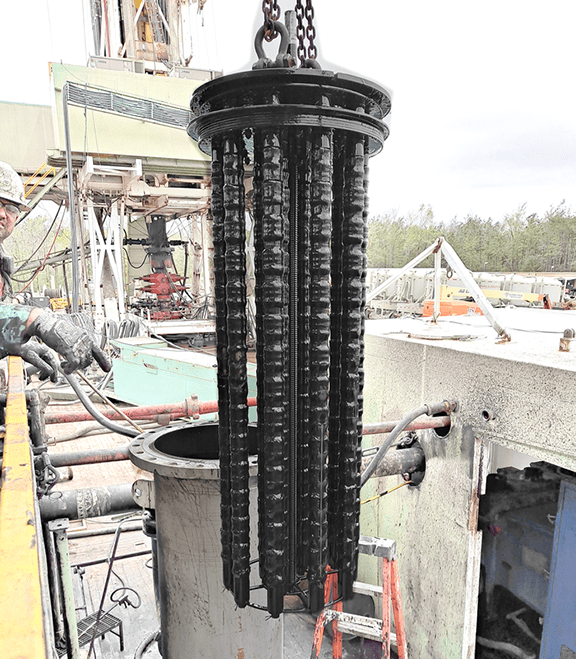
CleanMud was later developed in response to this growing failure and evolved from One Eye Industries’ large magnetic filter design. These elements are strategically inserted to harness these worn metal contaminants.
“Drilling mud is very unforgiving when exposed to drilling equipment components,” says Simonson. “The magnetic filter elements are cleaned with a semi and/or automatic cleaning system.”
The cleaning apparatus inside of the housing manages the mud as it dries. Because the wear metals in the drilling yield such high quantities, the design received fortification, which accounts for the system’s ability to remove over 13,000 pounds of wear metals and increase the mud pump’s life by an impressive 53 percent.
“The drill string components also enjoyed a longer operational life, thereby extending production values,” says Simonson.
Identifying the Process
Instead of being applied at specific intervals of a work process, Simonson describes the CleanMud technology as pre-emptive in nature and designed to operate as a kidney loop circuit that draws the contaminated mud and then cleans and returns it to the mud tank. The technology proves multi-faceted as its design enables it to be in service during drilling operations, and clean the mud in the project’s standby tanks when not in service.
“If we keep ahead of the ingression created by the drilling process and the metals released from the formation, the mud pumps and the drill string components will operate longer before repair or replacement, thereby improving production and reducing nonproductive time,” says Simonson.
When dealing with rotary equipment, life expectancy and wear considerations, CleanMud’s filtration system operates differently from others. High-velocity lube oil flushing has been a process called upon to agitate contamination buildup in lower flow areas of engines and hydraulic systems. Fluids are heated to high temperatures and caught by filtration screens. Simonson describes his process differently and compares the CleanMud system to a dialysis machine.
“It draws the mud out of the primary tank at an engineered flow rate through the CleanMud filter housing to ensure maximum efficiency in removing the wear contamination from the mud. Once cleaned, it returns to the primary mud tank for supply to the high-pressure mud pumps and into the drill string.”
Proof in Numbers
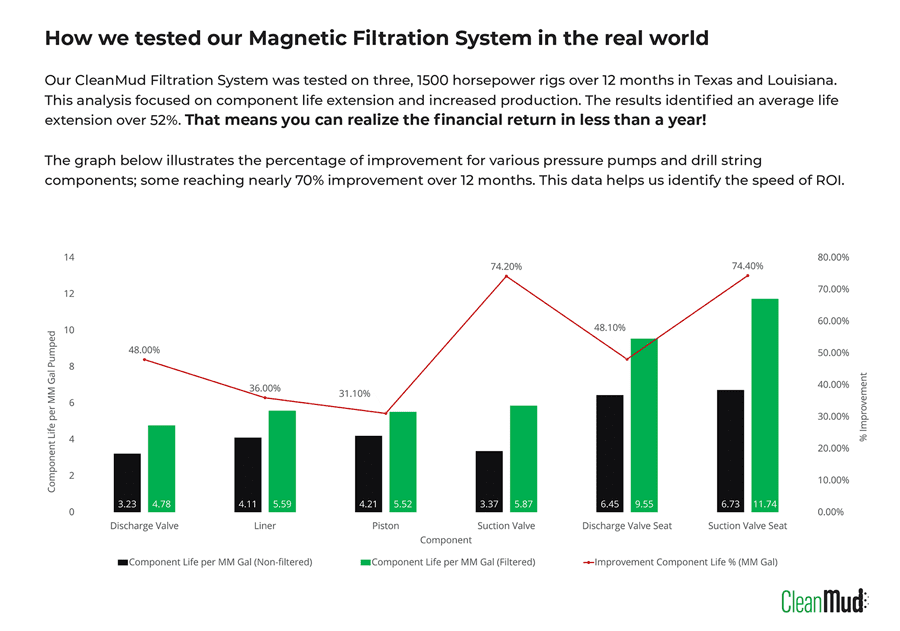
CleanMud assisted one of the largest global drilling contractors and extended the life of its drill rig components by over 52 percent. The CleanMud magnetic filtration system removed an average of 25 pounds of debris from drilling fluids at 24-hour intervals. Astonishing results confirmed wear contamination below four microns, accounting for almost one percent of drilling fluids. Of that one percent, 30 percent of the particles were silicon dioxide, a leading contributing factor of premature wear. Iron, chromium, zinc, nickel, copper, lead, vanadium and steel encompassed the remaining 70 percent.
The test lasted 12 months and focused on three 1500-horsepower pumps in Texas and Louisiana. The final analysis concentrated on life extension and increased production. When analyzing that 52 percent life increase, the overwhelming justification in use was catalyzed by the customer’s ability to realize a financial return in less than a year. With results indicating such an impeccable upside, one might be hard pressed to identify any downside. With companies investing large sums of money in mechanical integrity programs, the identification process of determining if one’s maintenance program is reactive, preventative or predictive might seem less significant, with a blast of life being injected back into crucial machinery and equipment, compliments of the CleanMud technology.
Onshore and Offshore Applications
The CleanMud technology has proven to be innovative and successful. Because it can be utilized onshore and offshore, it can improve the oil and gas industry as a whole, with other sectors in view as well. Simonson believes CleanMud will produce its most significant impact in offshore exploration and completion applications.
“Offshore daily operating costs are ten times more than land drilling,” he points out.
Simonson hypothesizes that increasing production will realize an increase in profitability for the drilling contractor, increasing its competitive strength. CleanMud’s ability to increase drilling production to bring product online at a faster rate leads to increased profits.
While utilized in well drilling and completions work, the CleanMud technology additionally serves a purpose in other areas, such as well stimulation operations. Simonson recognized the highest demand for the service lies in land drilling, but indicated an increase as drilling contractors find new technologies to improve production.
With any new process or technological advancement comes opposition. Simonson describes the “wall of change” as the biggest obstacle in the entire process.
“It’s easy to stay with the old way of doing business,” he says. “The successful drilling contractors and operators are the ones that embrace new technologies.”
Present Place and Future Stake
CleanMud currently works with one international drilling contractor. The technology has yielded successful results, leading to a potential order of over 50 more units. While some see the technology as reasonably new, CleanMud continues to stand behind its research and development.
Simonson and CleanMud realize the significant impact of safely promoting a better solution to contaminate wear and earning increased profits. Through extensive modeling and case studies, potential customers have the ability to grasp and understand precisely what the technology can provide.
Simonson expects CleanMud’s future to encompass a significant hold on the industry, with both onshore and offshore companies recognizing the benefits and seizing the technology to increase profits.
“Once accepted into the completions and stimulation applications, the future will be very profitable for all who employ our technology,” says Simonson.
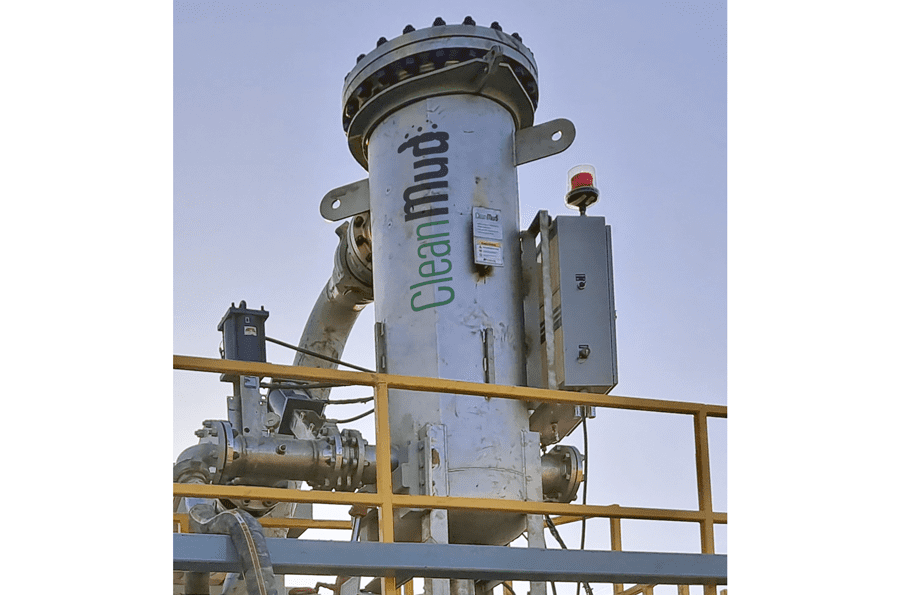
Headline photo is of the filter body. The filter element that catches contaminates is inside the housing body. Photos courtesy of Black Powder Solutions.

Nick Vaccaro is a freelance writer and photographer. In addition to providing technical writing services, he is an HSE consultant in the oil and gas industry with twelve years of experience. Vaccaro also contributes to SHALE Oil and Gas Business Magazine, American Oil and Gas Investor, Oil and Gas Investor, Energies Magazine and Louisiana Sportsman Magazine. He has a BA in photojournalism from Loyola University and resides in the New Orleans area. Vaccaro can be reached at 985-966-0957 or nav@vaccarogroupllc.com.
- Nick Vaccarohttps://oilmanmagazine.com/author/nick-vaccaro/
- Nick Vaccarohttps://oilmanmagazine.com/author/nick-vaccaro/

- Nick Vaccarohttps://oilmanmagazine.com/author/nick-vaccaro/
- Nick Vaccarohttps://oilmanmagazine.com/author/nick-vaccaro/

- Nick Vaccarohttps://oilmanmagazine.com/author/nick-vaccaro/

- Nick Vaccarohttps://oilmanmagazine.com/author/nick-vaccaro/

- Nick Vaccarohttps://oilmanmagazine.com/author/nick-vaccaro/
- Nick Vaccarohttps://oilmanmagazine.com/author/nick-vaccaro/

Oil and gas operations are commonly found in remote locations far from company headquarters. Now, it's possible to monitor pump operations, collate and analyze seismic data, and track employees around the world from almost anywhere. Whether employees are in the office or in the field, the internet and related applications enable a greater multidirectional flow of information – and control – than ever before.